-
КАЛИБРЫ
общемашиностроительного назначения
-
КАЛИБРЫ
для специальных резьб
-
КАЛИБРЫ
специальные
-
КАЛИБРЫ
для API и PREMIUM резьб
-
ПРИНАДЛЕЖНОСТИ

Полная информация доступна на основном сайте: kalibr.info
КАЛИБРЫ
общемашиностроительного назначения
КАЛИБРЫ
для специальных резьб
КАЛИБРЫ
специальные
КАЛИБРЫ
для API и PREMIUM резьб
ПРИНАДЛЕЖНОСТИ


 Комплект рабочих резьбовых калибров состоит из пробки и кольца. Комплект контрольных резьбовых калибров состоит из пробки и припасованного к ней кольца. Рабочие калибры припасовываются к контрольным. Комплект гладких калибров состоит из рабочих пробки, контрольной пробки и припасованного к ней кольца. Отдельно заказанные рабочие кольца комплектуются контрольной пробкой, к которой были припасованы.
Комплект рабочих резьбовых калибров состоит из пробки и кольца. Комплект контрольных резьбовых калибров состоит из пробки и припасованного к ней кольца. Рабочие калибры припасовываются к контрольным. Комплект гладких калибров состоит из рабочих пробки, контрольной пробки и припасованного к ней кольца. Отдельно заказанные рабочие кольца комплектуются контрольной пробкой, к которой были припасованы.
Калибры для конусов инструментов (Морзе)
ГОСТ 2849-94 
Назначение: для комплексного контроля инструментов 4, 5, 6, 7 и 8 степени точности с допусками по ГОСТ 2848 и размерами по ГОСТ 25557 и ГОСТ 9953
Комплект калибров для конусов 4 и 5-й степеней точности (с допусками АТ4 и АТ5) должен состоять из калибра-пробки и калибра-втулки, для конусов 6, 7 и 8-й степеней (с допусками АТ6, АТ7 и АТ8) - из калибра-пробки, калибра-втулки и контрольного калибра-пробки. При контроле изделий 4 и 5-й степеней точности наряду с комплексной проводят и поэлементную проверку измерительными приборами. Рабочие поверхности калибров изготавливаются из стали марок Х по ГОСТ 5950, ШХ15 или ШХ15СГ по ГОСТ 801 или У10А и У12А по ГОСТ 1435. Твердость рабочих поверхностей - 59...65 HRCэ Примеры обозначения калибра-пробки МОРЗЕ 3 для конусов степени точности 6, типа 1 при заказе: Калибр-пробка Морзе 3 АТ6 т.1 ГОСТ 2849-94; Технические характеристики: Рабочие калибры-пробки типа 1 для внутренних конусов
Рабочие калибры-пробки типа 2 для внутренних конусов
Рабочие калибры-втулки типов 1 и 2 для наружных конусов
Калибры для конусов конусностью 7:24 ГОСТ 20305-94 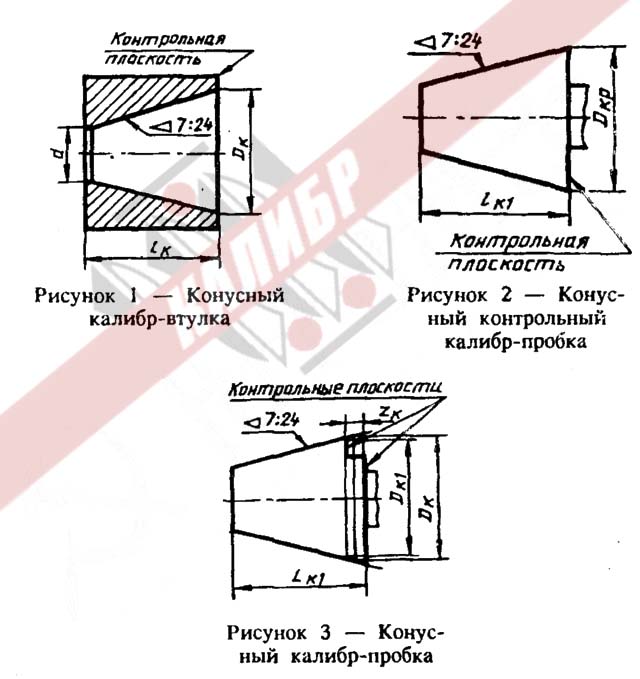
Назначение: для комплексного контроля гладких конусов обозначением 30-80, конусностью 7:24 по ГОСТ 15945, с допусками угла конуса от 4 до 7-й степени точности по ГОСТ 19860
Комплект калибров для конусов 4 и 5-й степеней точности (с допусками АТ4 и АТ5) должен состоять из калибра-пробки и калибра-втулки, для конусов 6, 7 и 8-й степеней (с допусками АТ6, АТ7 и АТ8) - из калибра-пробки, калибра-втулки и контрольного калибра-пробки. При контроле изделий 4 и 5-й степеней точности наряду с комплексной проводят и поэлементную проверку измерительными приборами. Рабочие поверхности калибров изготавливаются из стали марок Х по ГОСТ 5950, ШХ15 или ШХ15СГ по ГОСТ 801 или У10А и У12А по ГОСТ 1435. Твердость рабочих поверхностей - 59...65 HRCэ Примеры обозначения калибра-втулки 40 для конусов степени точности 4 и 5 при заказе: Калибр-втулка 40 АТ4 ГОСТ 20305-94; Технические характеристики. Основные размеры и предельные отклонения калибров-втулок и контрольных калибров-пробок:
Основные размеры и предельные отклонения калибров-пробок:
Калибры для шлицевых соединений ГОСТ 24959-81 Назначение: для контроля шлицевых соединений с прямобочными и эвольвентными профилями. Детали калибров с рабочими поверхностями изготавливаются из стали марок ШХ15 или ШХ15СГ по ГОСТ 801 или Х, ХВГ по ГОСТ 5950-73. Твердость рабочих поверхностей - 58...64 HRCэ. Допуски калибров для шлицевых прямобочных соединений - по ГОСТ 7951-80, для эвольвентных соединений - по ГОСТ 24969-81. Примеры обозначения калибра-пробки для шлицевых прямобочных соединений при заказе: Калибр-пробка для шлицевых прямобочных соединений d-8 x 36H7 x 40H12 x 7D9 ГОСТ 24959-81; Калибры-глубиномеры для сегментных шпоночных пазов ГОСТ 24119-80 
Назначение: для контроля глубины сегментных шпоночных пазов по ГОСТ 24071-80 Пример обозначения калибра-глубиномера для контроля глубины шпоночного паза b = 2 мм с t1 = 1,8 мм при заказе: глубиномер 8316-0561 ГОСТ 24119-80 Технические характеристики Кольца образцовые (ТУ 2-034-45-78) и установочные (ГОСТ 14865) 
Назначение: для установки нутромеров с ценой деления 0,001 и 0,002 и пределами измерения 6-160 мм на требуемый размер  Класс точности 3; 5 Пример обозначения при заказе Технические характеристики:
Проволочки и ролики ГОСТ 2475-88 
Назначение: для измерения среднего диаметра наружной резьбы, а также измерения толщины зубьев и ширины впадин шлицевых валов и втулок с эвольвентным профилем. Изготавливаются проволочки и ролики следующих типов: Конструкция проволочек обеспечивает возможность их применения с приспособлениями для подвешивания или установки на приборе. Проволочки и ролики изготавливаются из хромистой стали Х по ГОСТ 5950, из подшипниковой стали - ШХ15 по ГОСТ 801 или углеродистой стали - У10А и У12А по ГОСТ 1435. Твердость рабочих поверхностей - 59...65 HRCэ. Рабочие поверхности проволочек и роликов с диаметром от 0,866 мм имеют хромовое или другое износостойкое покрытие. Примеры обозначения гладких проволочек диаметром d D0 = 0,101 мм класса точности 0 при заказе: Проволочки I-0,101 кл.0 ГОСТ 2475-88; |

Калибры для конусов инструментов (Морзе)
ГОСТ 2849-94 Калибры для конусов конусностью 7:24
ГОСТ 20305-94 Калибры для шлицевых соединений
ГОСТ 24959-81 Калибры-глубиномеры для сегментных шпоночных пазов
ГОСТ 24119-80 Кольца образцовые (ТУ 2-034-45-78) и установочные
(ГОСТ 14865) Проволочки и ролики
ГОСТ 2475-88 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Принимаем к рассмотрению заказы на изготовление шлицевых калибров, а также резьбовых калибров по чертежам Заказчика. | Принимаем заказы на изготовление калибров с любой сложностью профиля резьбы, а также гладких с диапазоном от 1 мм до 800 мм. |
| Принимаем заказы на весь спектр импортных нефтяных и газовых резьбовых калибров по API | Условные обозначения типов калибров |

